今天由国金证券带来“燃料电池深度报告:需求、技术、国产化总结及未来方向”。
一、背景:政策、成本推动下,FCV 开启放量降本
1. 车辆电动化大势所趋,燃料电池为商用车电动化的优选方案
电动化趋势下锂电技术路线率先突围,尤其带动了乘用车的电动化浪潮。相较之下,重载运输领域的电动化进程却略显缓慢。从市场规模看,2019 年国内重卡销量 117 万辆,远不及乘用市场庞大,但其能源消耗大,污染 严重,电动化意义不亚于乘用车。2019 年国内汽车销量 2577 万辆,其中 重卡仅 117 万,占比不足 5%。从保有量看,截止 2020 年上半年国内汽车保有量 2.7 亿辆,其中载货汽车不足 3000 万辆,远不及乘用车等载客车辆。然而重卡等货运车型负荷重,运营时间长,燃油消耗量大,对推动节能环保意义重大。
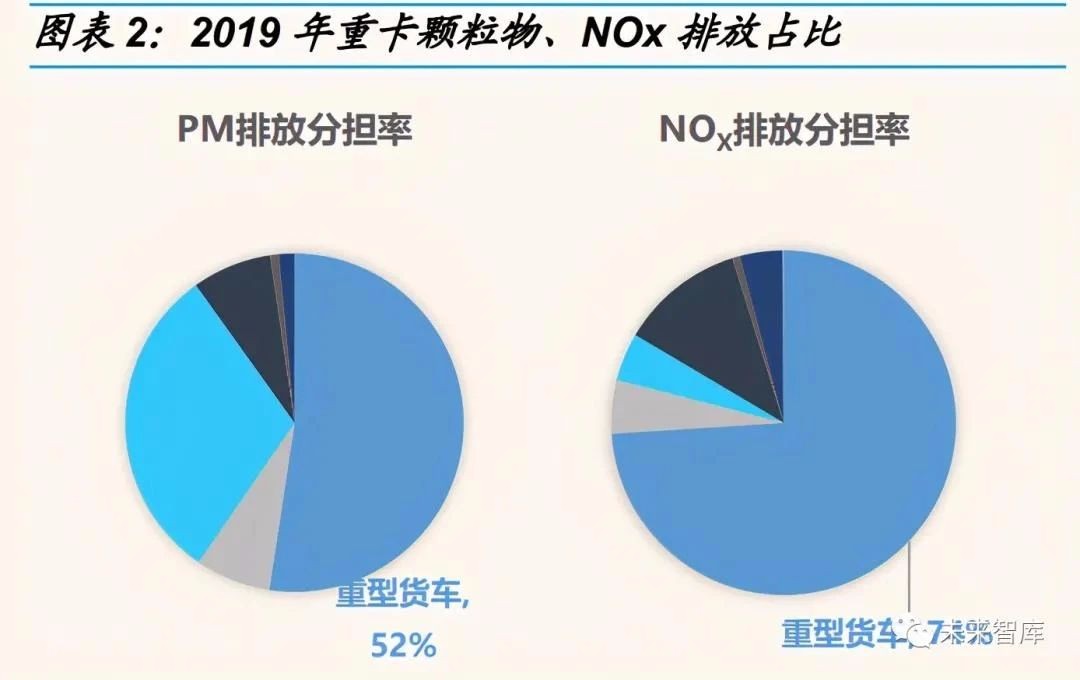
FCV 在重载、长续航领域优势明显,加氢更为便捷,成为商用车电动化的 优选。商用场景下随续航里程增长,锂电车辆电池质量占比快速提升,造 成车辆运载能力下降。相较锂电,燃料电池能量密度更高,相同续航里程 下,FCV 在自重方面的优势将增加有效荷载。除此之外,FCV 能够在 10-15min 内完成氢气加注,而对纯电车型,快充桩充电时长仍需 1 小时上下, 慢充近十小时。由于商用运营强度更高,FCV成为其电动化的优选方案。
2. 政策、成本交替推动下,产业分两阶段实现快速成长
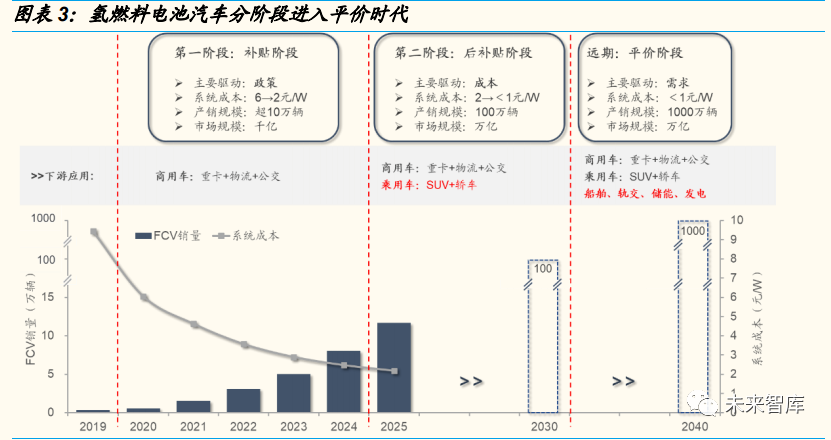
第一阶段:政策补贴阶段(2020-2024):2020 年 9 月,财政部等五部委 发布《关于开展燃料电池汽车示范应用的通知》,暂定 4 年示范期,采取以 奖代补、城市群申报的扶持方案,推动 FCV 产业化进程。方案契合燃料电 池技术特征和国内产业现状,据补贴方案内容,测算在政策落地后的 4 年 补贴期间,FCV 全周期成本可以持平或低于燃油车,调动下游整车运营方 的积极性,市场化需求逐步形成带动产销放量。补贴阶段政策是主要推动, 产业链国产化进程持续推进,补贴期末 FCV 产销规模达到十万辆上下,市 场规模千亿,燃料电池系统成本降至 2 元/W 附近,商用车为主要放量车型。

第二阶段:后补贴阶段(2025 年以后):补贴阶段 FCV 产销量将迅速扩张, 产业降本驱动力由“国产化”为主向“国产化+规模化”双重驱动转变,燃 料电池核心部件、氢气成本将快速下降。预计 2025 年前后,在国内氢气 资源优势地区,燃料电池整车有望实现全生命周期成本持平甚至低于燃油 车,届时成本成为产业发展的主要推动,氢燃料电池产业将更加趋于市场 化,加速在重卡等商用车领域的替代进程,并向乘用车拓展,2030 年前后 整车市场规模达到百万辆,市场规模达到万亿,系统成本降至 1 元/W 以下。
平价阶段:远期氢燃料电池系统成本将持续下降,除车用外将逐步打开轨 交、船舶、储能、发电等应用市场,进入平价阶段。
系统成本及氢气价格是决定 FCV 经济性的关键因素。FCV 前期主要在商 用领域推广,包含购置成本及营运费用的全生命周期成本成为衡量 FCV 经 济性的有效指标。目前系统占整车成本达到 60%以上,而运营阶段费用构 成以氢气为主,因此系统单价及氢气售价是影响 FCV 全生命周期经济性的 主要因素。
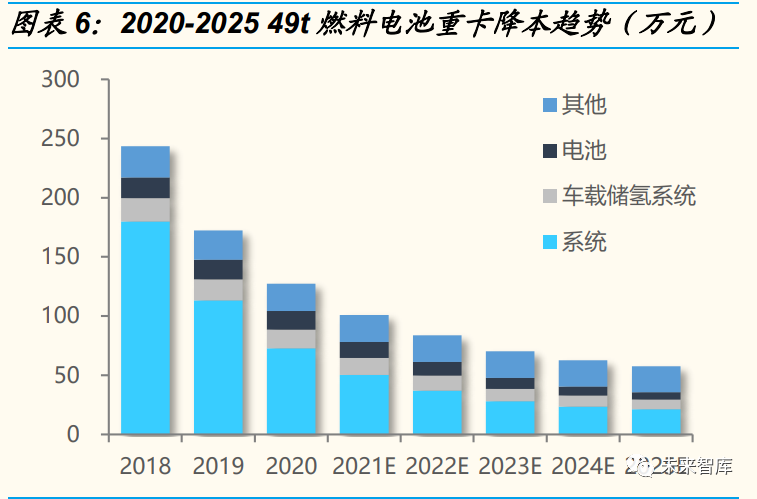
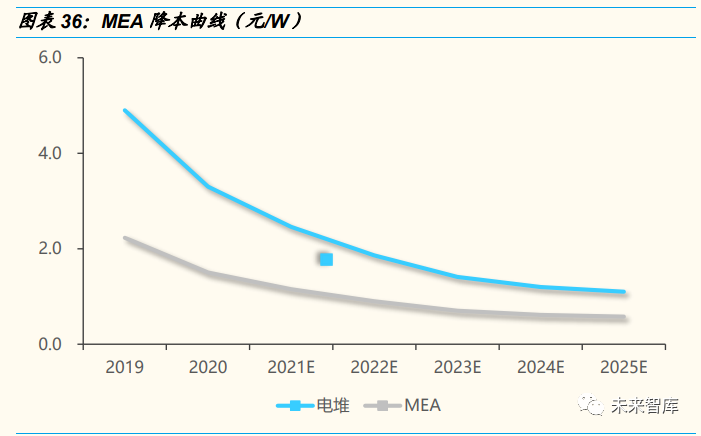
系统降本由“国产化”主导向“国产化+规模化”驱动转变。2017~2019 年国内 FCV 产销量快速增长但整体规模尚小,核心部件国产化为降本主要 贡献。政策引导下未来 4 年 FCV 产销将由千辆向万辆、十万辆跨越,同时 大功率重卡趋势下,系统装机量增速超过整车产销量,规模化、国产化共 同推动系统等部件成本下行。预计未来 5 燃料电池系统成本再降 60%至 2 元/W 合理可期,届时 100kW 系统售价做到约 20 万元,49t 燃料电池重卡 售价由目前 140~150 万降至 60 万元上下。
氢气成本随用量下行。氢气成本主要由制氢成本、运氢成本、加氢站固定 成本三大成本构成。从制氢环节看,虽然目前国内东部沿海地区副产氢资 源充足,但受限 FCV 整体用氢规模尚小,大部分副产氢资源并未形成规模 化供应,造成氢气终端售价偏高。从储运加氢环节看,供氢设备利用率越 高则分摊至每公斤氢气的投资、费用越低。
FCV 放量拉动氢气需求,氢气售价将逐步下调。政策扶持下 FCV 快速放 量,预计 2025 年国内氢气年消耗量将接近 150 万吨。燃料电池氢气用量 大幅提升,推动各地具备副产氢资源的企业逐步构建完整的供氢方案,保 障供氢体系高效运转,氢气售价将持续下行。
二、需求:燃料电池技术成本中枢,2030 年市场规模 350 亿
1. 膜电极是燃料电池的核心部件,在燃料电池成本占比超 30%
燃料电池主要包括电堆、氢气系统,其中电堆以膜电极(MEA)、双极板 为主。氢气系统以空压机、增湿器、氢循环泵、高压氢瓶为主。
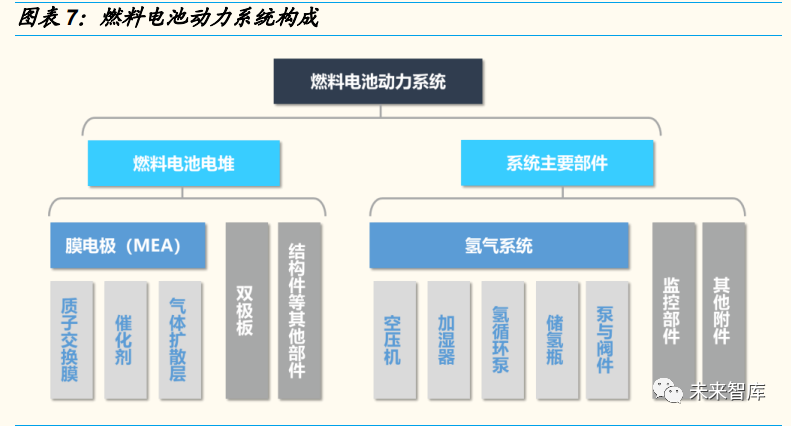
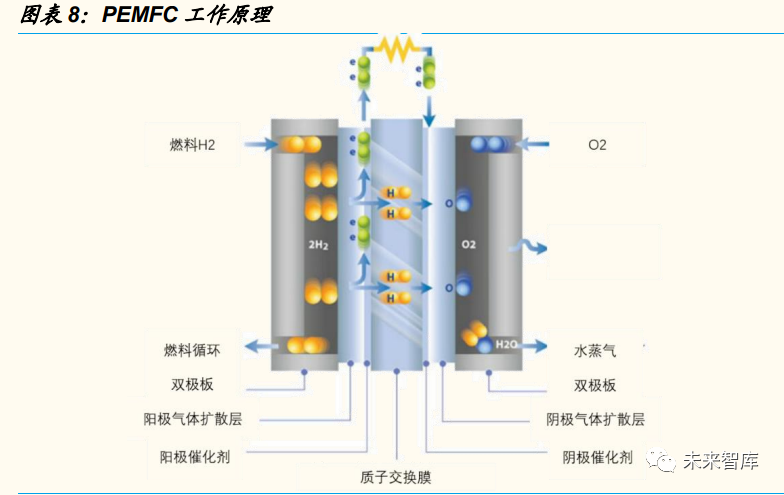
MEA 是燃料电池的技术和成本中枢。MEA 是燃料电池发生电化学反应的 场所,为反应气体、尾气和液态水的进出提供通道,主要由催化剂、质子 交换膜、气体扩散层构成。氢气通过阳极气体扩散层扩散至阳极催化层, 在阳极催化层的作用下生成氢离子和电子,电子由催化剂中的导电物质传 递到阳极气体扩散层向外电路传递,质子(氢离子)由阳极催化层通过质 子交换膜传导至阴极催化层,外电路的电子经由阴极气体扩散层向阴极催 化层传递,在阴极催化剂的作用下电子、质子、氧气在阴极催化层生成 H2O,H2O 通过阴极催化剂扩散至阴极气体扩散层。理想的 MEA 需要良好 的气体扩散能力、液态水管理能力、质子传导能力。
从成本构成来看,膜电极占燃料电池成本大头。FCV 主要成本构成包括燃 料电池系统、车载供氢系统、动力电池、车架等其他传统车辆部件。其中系统为 FCV 的核心部件,在整车成本占比超 60%。系统包含电堆、空压 机、氢循环泵等,其中膜电极作为电堆核心部件,在整个系统成本占比约 30%。

2. 需求:整车放量拉动膜电极需求,2030 年市场规模将接近 350 亿元
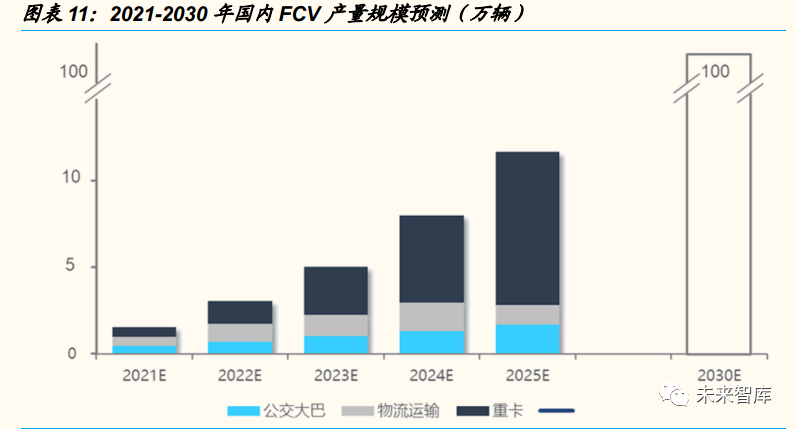
FCV 市场开启放量,2030 年有望达到百万产销。政策正式落地将加速国 内 FCV 产销,2025 年国内 FCV 产销量有望突破十万辆。规模化、国产化 推动下,燃料电池成本将快速下降,补贴期末 FCV 将在部分地区实现无补 贴条件下对标燃油车平价,经济性优势驱动下,FCV 将持续放量,2030 年 产销规模达到百万。
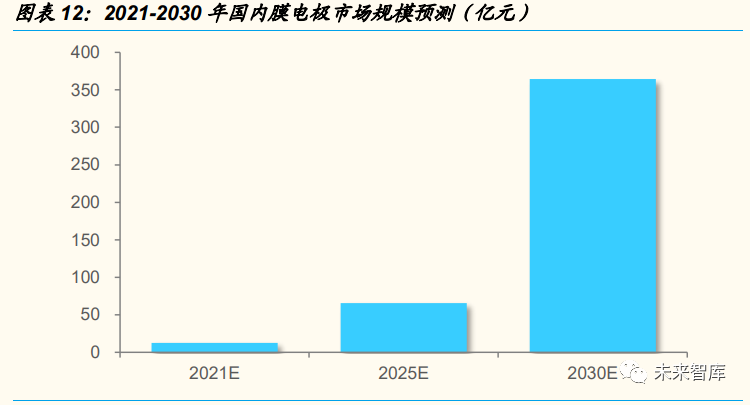
2030 年膜电极需求接近千万平米,对应市场规模超 350 亿元。假设 2021、 2025、2030 年燃料电池车需求达 1.5 辆、10 万辆、100 万辆,考虑燃料 电池重卡放量,单车系统额定容量将由此前 30kW 为主逐步提升至 100kW 左右。膜电极功率密度由目前 1W/cm2 逐步升至 1.5W/cm2 以上,对应 2030 年膜电极需求接近 1 千万平米,对应 2030 年市场规模在 350 亿元上 下。
三、技术:耐久性>功率密度>成本
从技术本身看:膜电极行业技术壁垒高,率先实现技术突破的企业有望脱颖而出。2016 年 10 月,汽车工程学会发布《节能与新能源汽车技术路线图》,提出了 MEA 各项核心参数的规划路线,逐步实现高性能、高可靠性、 低成本。目前国内膜电极性能、成本基本达到 2020 年规划参数,但与最终目标尚有一定差距,考虑行业技术壁垒较高,未来率先实现技术突破的 企业有望在行业内脱颖而出。
1. 质子交换膜:海外企业供应为主,突破点在于超薄兼顾高耐久性
质子交换膜性能决定电池性能、寿命。质子交换膜在燃料电池的主要功能 是实现质子快速传导,同时也阻隔氢气氧气和氮气在阴阳极间的渗透。质 子交换膜性能的好坏直接决定着燃料电池的性能和使用寿命。理想的质子 交换膜需要具备高质子传导率,低电子导电率,气体渗透性低,化学、电 化学、热稳定性好。
全氟磺酸膜是主流质子交换膜。1)质子交换膜根据含氟情况进行分类主 要包括全氟磺酸膜、部分氟化聚合物质子交换膜、复合质子交换膜和非氟 化聚合物质子交换膜。2)其中由于全氟磺酸聚合物具有聚四氟乙烯结构, 其碳-氟键的键能高,使其力学性能、化学稳定性、热稳定性佳,使用寿命 远好于其他膜材料的使用寿命,同时由于分子支链上存在亲水性磺酸基团, 具有优秀的离子传导特性,全氟磺酸膜成为目前主流质子交换膜方案

研究聚焦于超薄型、高机械强度、高耐久性质子交换膜。降低质子交换膜 的厚度可以大幅提升膜电极性能,但可能造成其机械强度、耐久性降低。目前质子交换膜的研究主要聚焦于超薄型、高机械强度、耐久性好。目前 国内主流膜电极厂商采用交换膜厚度在 15μm 上下,丰田 Mirai 搭载质子 交换膜已降至 10μm 以下。
2. 催化剂:低铂载&高性能&高耐久性仍是技术难点
阳极催化剂层和阴极催化剂层是膜电极最重要的部分,阳极使用催化剂促 进氢氧化反应,涉及氧化反应、气体扩散、电子运动、质子运动、水的迁 移等多种过程;阴极使用催化剂促进氧还原反应,涉及氧气的还原、氧气 扩散、电子运动、质子运动、反应生成的水的排出等。良好的催化剂应该 具有良好的催化活性、高质子传导率、高电子传导率和良好的水管理能力、 气体扩散能力。
提高耐久性为当前关键,未来低铂载为研发方向。1)燃料电池在车辆运行 工况下,催化剂性能会发生衰减,如在动电位作用下会发生 Pt 纳米颗粒的 团聚、迁移、流失,在开路、怠速及启停过程产生氢空界面引起的高电位导致的催化剂碳载体的腐蚀,从而引起催化剂流失。2)目前最优催化剂仍 是 Pt 和 Pt 基催化剂,常用的商业催化剂为 Pt/C,由 Pt 纳米颗粒分散到碳 粉载体上的担载型催化剂。使用 Pt 催化剂将会受资源与成本的限制,目前 Pt 用量已从 10 年前 0.8~1.0gPt/kW 降至现在的 0.3gPt/kW 左右,未来有 希望进一步降低,使其催化剂用量达到传统内燃机尾气净化器贵金属用量 水平(<0.05gPt/kW)。
降低铂载的研究途径主要有二:1)提高催化剂的催化活性来实现 Pt 用量 降低。主要研究方向包括:①Pt 合金催化剂(利用过度金属催化剂提高其 稳定性、质量比活性,包括 Pt-Co/C、Pt-Fe/C、Pt-Ni/C 等二元合金催化 剂);②Pt 单原子层催化剂(Pt 单原子层的核壳结构,);③Pt 核壳催化剂 (以非 Pt 材料为支撑核、表面壳为贵金属,由金属合金通过化学或电化学 反应,去除活性较高的金属元素,保留活性较低的 Pt 元素。该方法降低 Pt 载量,提升催化剂活性);④纳米结构 Pt 催化剂(以碳纳米管为催化剂载 体的催化剂,是高度有序的催化层,质子、电子、气体可以更快传输)。2) 寻找替代 Pt 的催化剂,其研究主要包括过度金属原子簇合物、过渡金属氮 化物等。
学术上低铂载膜电极技术不断突破。如今,膜电极催化层中 Pt 载量已经由 常规的 0.2mg/cm2不断降低,进一步加快燃料电池产业化进程。
3. 气体扩散层:海外企业把控碳纤维核心技术,碳纸进口为主
两片多孔气体扩散层(GDL)将膜电极组合体夹在中间,主要作用包括支 撑催化层、收集电流、传导气体和排出反应产物水。理想的气体扩散层需 要具备高导电性、多孔性、适当的亲水/憎水平衡、高化学稳定性热稳定性、 低成本。
1)气体扩散层由支撑层和微孔层组成,支撑层材料主要为多孔的碳纤维纸、 碳纤维织布、碳纤维无纺布及碳黑纸,微孔层通常是由导电炭黑和憎水剂 构成。其中碳纤维纸具备制造工艺成熟、性能稳定、成本相对较低等优点, 成为支撑层的首选。而碳纤维布编织(结构存在缺陷易变形)、无纺布(工 艺复杂、强度和耐用性不达标)、碳黑纸(脆性大、强度低)均有优化空间。2)目前碳纤维的核心技术工艺主要被日本、美国几个少数发达国家把控, 由于其技术含量高、回报率高、政治敏感,海外长期对我国实行严格的技 术封锁,目前我国碳纤维技术与发达国家差距较大,我国已将碳纤维列为 重点支持的战略性新兴产业,在政策扶持下技术有望加速成熟。
4. 制备工艺:CCM 是主流,第三代有序化膜电极是未来方向
产业上膜电极工艺经历了三代发展,大体上可以分为 GDE、CCM 和有序 化膜电极三种类型。
第一代制备技术 GDE(Gas Diffusion Electrode,气体扩散电极)法 是指将催化剂涂布在气体扩散层上,然后用热压法将气体扩散电极和 质子交换膜结合在一起。但是该技术会导致催化剂的浪费,同时催化 剂和质子交换膜结合程度不好导致膜电极整体性能不佳。
第二代制备技术 CCM(Catalyst Coated Membrane 催化剂直接涂抹 技术)法指将催化剂涂布在质子交换膜两侧,再通过热压法将气体扩 散层和附着催化层的质子交换膜结合在一起。CCM 工艺增加了催化剂 和质子交换膜的接触面积,降低了膜和催化剂之间的阻抗,提升了膜 电极性能。CCM 法是是目前工业应用最广泛的方法,具体工艺包括贴 花工艺、溅射技术等,难点在于催化剂涂布在质子交换膜上容易出现 膜变形、膜吸收催化剂的问题。
第三代有序化膜电极制备技术指制备有序的催化剂、微孔层,有序膜 电极制备技术可以加快反应气体、质子、电子、水的传输,传质能力 佳,大幅提升催化剂利用率、膜电极性能。
四、国产化:膜电极达到商用标准,国产化推进带动成本下行
1. 国产膜电极初步满足商用标准,国产规模化带动成本下行
目前生产膜电极的厂商分为两类:一种是具备膜电极批量产业化能力、能 够自给自足的车企或燃料电池厂商,以丰田、Ballard 为代表。另外一种是 专业的膜电极供应商,包括 Gore、Johnson Matthey、Toray(Greenerity) 和国内的鸿基创能科技有限公司、苏州擎动动力科技有限公司、武汉理工 氢电科技有限公司。
国产膜电极已初步达到应用标准,成本较进口产品大幅优化,带动产业链 成本下行。目前国内领先膜电极企业鸿基创能、武汉理工新能源、擎动科 技膜电极产品功率密度均超过 1W/cm2,测试使用寿命达到 1~2 万小时, 已基本满足产业化应用需求,2019 年开始国产膜电极产品逐步开始供应。国产膜电极较进口产品成本优势明显,带动燃料电池成本持续下行,2020 年采用鸿基创能 MEA 的国鸿新一代“鸿芯”电堆成本已降至 1.99 元/W。

短期国产化、规模化将是降本的主要推动,未来功率密度提升带来更大降 本空间。国产化 MEA 产品规模化应用增强供应商议价能力,大批量采购情 况下上游原材料成本有望大幅下降,同时规模效应摊薄高昂的设备投入, 带动 MEA 成本下行。远期看,MEA 功率密度提升将降低单瓦材料用量, 时间更大的降本空间。
2. 原材料仍主要依赖进口,国产化逐步推进
质子交换膜:主要参与者为海外企业。目前市面上销售的质子交换膜主要 包括美国 Gore 公司 SELECT 系列、Dupont 公司的 Nafion 系列、加拿大 Ballard 公司 BAM 膜等以及国内东岳集团的全氟磺酸质子交换膜。
东岳集团具备规模化生产能力。1)2004 年,东岳集团联合上海交通大学 研发出质子交换膜,经日本丰田公司和德国 Fuma.Tch 公司分别检测,东 岳公司生产的质子交换膜性能出色不逊于同类产品。2)目前山东东岳拥有 5 万平米质子交换膜试验生产线,2018 年 9 月公司 150 万平米/年燃料电池 膜及配套化学品产业化项目签约,规划质子交换膜产能达 50 万平。目前, 东岳 DF260 膜厚度做到 10um,在 OCV 情况下耐久性大于 600 小时;膜 运行时间达到 6000 小时;在干湿循环和机械稳定性方面,循环次数都超 过 2 万次。
催化剂:在燃料电池催化剂领域,海外企业处于领先地位,已经能够实现 批量化生产,而且性能稳定,其中英国 Johnson Matthey 和日本田中是全 球铂催化剂的巨头。
国内对催化剂研发以大连化物所、清华大学、北京大学等为主,其中清华 大学与武汉喜玛拉雅光电科技股份有限公司开展校企深度合作,目前武汉 喜玛拉雅光电科技催化剂产能达到 1200 克/天的规模。2019 年 8 月上海 济平新能源催化剂小规模投产,一期催化剂产能约 1500kg。
气体扩散层:从碳纸供应来看,目前碳纸供应商包括日本 Toray、德国 SGL、科德宝、美国 AvCarb 等。国内碳能科技具备小规模产能,产品部 分性能达标。
五、相关企业:初期一体化占优,远期第三方或是主流
导入阶段下游电堆企业需求多样化,考验 MEA 企业研发调整能力,一体 化/类一体化企业更具优势。MEA 设计制造涉及多学科多领域,本身技术 壁垒性较高。除此以外,由于目前国内氢燃料电池仍处在导入阶段,下游 应用多样化,涌现出的新兴企业产品尚未定型,提出多样化的 MEA 参数需 求,对 MEA 企业的考验更为苛刻。先发布局 MEA 的企业产品开发试错经 验丰富,面对“定制化”需求响应速度和产品质量都更有保证。
产品相对同质化且规模效应明显,远期第三方 MEA 供应商或成主流。相 较下游系统、电堆环节,膜电极产品差异主要体现在能量密度、使用寿命 等,相对同质化。同时,PEM、扩散层等材料采购成本规模效应明显,高 市占率企业将在性价比上具备明显优势,因而第三方 MEA 供应商或将占据 未来市场的主流。